出典:江蘇省レーザー産業技術革新戦略同盟
まとめ
金属部品の付加製造 (AM) は、従来の製造方法に比べて多くの利点があり、最も顕著な利点は、材料の無駄をほとんどまたはまったくなくして設計の自由度を実現することです。そのため、現在、さまざまな構造用合金の製造に大きな関心が寄せられています。同時に、AM プロセスに固有の欠陥、残留応力、メソ構造などの特性だけでなく、処理、微細構造、機械的特性の関係を確立することが、AM を使用して製造された構造金属部品の広範な採用にとって重要です。これを踏まえて、本論文では、AM 合金の構造と特性の相関関係に関する現在の理解を包括的にレビューし、AM 合金の微細構造の独特な側面、プロセス関連特性、およびそれらが引張、破壊、疲労亀裂成長、およびノッチなし疲労特性に与える影響を強調しています。臨界疲労亀裂成長速度、破壊靭性、疲労強度など、AM 合金の構造的完全性を決定する微細構造とプロセス特性の相互作用を強調し、これらの側面を鍛造合金または鋳造合金のそれぞれの構造と特性の相関関係と比較します。 AM 中またはアニーリング、熱間静水圧プレス、ショットピーニングなどの後処理を通じて処理条件を一時的に変更することで合金の損傷許容度を向上させる戦略をまとめ、AM 合金の疲労と破壊のギャップを特定します。これは、エンジニアリング コンポーネントの広範な展開と信頼性設計にとって非常に重要であり、これらの違いがこの分野での将来の研究の道筋を提供することが期待されます。
図0 結果のグラフによる要約
1. 背景
金属部品の伝統的な製造は、主要な技術の実現手段であるだけでなく、現代の産業経済の不可欠な部分でもあります。通常、製造には鋳造が含まれ、その後に鍛造、圧延、押し出し(またはその他の方法)を使用した熱機械処理による「成形」が行われ、最後に溶接、機械加工、表面改質などによる最終的な「仕上げ」が行われます。これらのプロセスは何世紀にもわたって微調整され、完成されてきたため、合金の組成、処理履歴、微細構造の進化、および機械的特性の関係についての詳細な理解が深まり、産業の実践に適用されてきました。構造部品は複数の性能基準を同時に満たす必要がある場合が多いため、このような知識は特に重要です。構成や処理方法 (またはその両方) の小さな変更によって、必ずしも単純な方法で相互に関連するとは限らないさまざまな方法で構成の組み合わせが変化する可能性があるためです。
従来の製造業における積層造形(AM)と切削造形(サブトラクティブ)の対決は、前述の完璧に調整された製造バランスに取って代わる可能性があります。これには多くの利点があるためです:
(i) 1つの製造ステップのみを使用したニアネットシェイプ部品の製造 (ii) 設計の柔軟性により設計空間にアクセスできる (iii) 材料損失がほぼゼロで、高い「飛行から購入」比率を実現 (iv) 部品の迅速な試作とテストにより、新しい設計の「コンセプトから展開まで」のサイクルタイムが大幅に短縮される。
(v) 異なる合金を使用してさまざまな種類の部品を製造する柔軟性 (vi) オンデマンド製造により、在庫コストとサプライチェーンの混乱が削減されます (vii) 位置勾配のある部品や複数の合金を含む部品を製造する能力。
その結果、AM は世界中で大きな注目を集め、研究と能力開発に多額の投資が行われています (または行われています)。 AM のデジタル特性も、インダストリー 4.0 への重要な貢献において無視できない理由です。
開発されているさまざまな種類の材料のうち、金属と合金の AM 技術は最も困難です。高さを増やす方法で部品を製造するのは、見た目ほど簡単ではないからです。この状況は、行ごとおよび層ごとの構築戦略から生じる多孔性、残留応力、メソ構造などの追加のプロセス関連特性によって悪化します。さらに、さまざまな場所での微細構造の変動により、処理、構造、特性の関係を確立することがかなり複雑になります。したがって、品質評価と認証の目的で製造されるコンポーネントの構造的完全性と信頼性を確保することは依然として大きな課題であり、AM の広範な導入を妨げています。この課題に対処するための鍵は、トリビュートプロセスも考慮に入れながら、詳細な構造と特性の相関関係を理解することです。製造面および微細構造と引張特性の関係については広範囲に研究され報告されてきましたが、エンジニアリング部品の構造的完全性を最終的に決定する疲労および破壊面については、特に「微細構造」の観点からは広範囲に研究されていません。
疲労による破壊は、荷重支持部品の構造的破損の主な原因です。従来製造された金属合金における疲労破壊の亀裂発生、伝播、急速破壊の微細構造メカニズムは十分に理解されています。しかし、微細な準安定相、メソ構造、多孔性など、AM 合金の独特な微細構造 (これらはすべて独特な処理特性から直接生じる) が疲労や破壊にどのように影響するかについては、明確に理解されていることはほとんどありません。これは、AM コンポーネントの信頼性評価にとって重要であるだけでなく、適切なまたは優れた構造的完全性を備えたコンポーネントを製造するために変更する必要がある処理手順を特定するのにも役立ちます。 AM は多数のプロセス パラメータと関連しており、複雑な設計機能が可能で、非常に特殊な負荷構成を実現し、カスタマイズされた部品の製造を可能にします。そのため、材料、プロセス、構造の結合が特に困難になります。これを念頭に置いて、ここでは AM 合金の疲労と破壊の側面について包括的なレビューを提供します。さらに、微細構造と引張特性は議論の重要な部分であるため、これらの側面も本論文で要約されています。
AM 合金に関する研究が急激に増加していることを考えると、金属 AM に関するレビューがいくつか容易に入手できることは驚くことではありません。例えば、Gu et al. [1]、Sames et al. [2]、Herzog et al. [3]、DebRoy et al. [4]は、物理的プロセス、冶金、およびそれらが柱の特性に与える影響について包括的な概要を提供しています。これらのレビューの多くは、さまざまな金属やAMプロセス自体など、さまざまなアプリケーションに焦点を当てています。たとえば、Mostafaeiら[5]はバインダージェッティングプロセスをレビューしました。特定の金属に焦点を当てたレビューとしては、Duttaら[6]、Agiusら[7]、Romeroら[8]、Liuら[9]によるチタン合金のレビュー、Aboulkhairら[10]によるアルミニウム合金のレビュー、Fayaz-farら[11]とBajajら[12]によるステンレス鋼のレビュー、Babuら[13]とJinoopら[14]によるニッケル基超合金のレビューがあり、AM金属の疲労と破壊に焦点を当てた出版物が急増しています。 LewandowskiとSeifi[15]は、過去5年間で大きな進歩を遂げた機械的特性に特に焦点を当てたレビューを提供した。 Sanaeiら[16]によるレビューでは、プロセス関連特性が高サイクル疲労挙動に与える影響が強調された。 Shamsaeiら[17,18]およびFotovvatiら[19]の論文ではAM金属の疲労特性について検討されているが、本論文が強調しようとしている微細構造とプロセスに関連した特性と性能の相互関係には焦点が当てられていない。
このレビューは次のように構成されています。次のセクション (セクション 2) では、関連するプロセス特性と一般的な AM 合金に重点を置いて、広く使用されている AM 技術と合金の概要を説明します。一般的に報告されている AM 合金のトピックは、微細構造特性 (セクション 3) とプロセス関連の特性 (セクション 4) の説明から始まり、レビュー全体にわたって紹介されています。続いて、準静的特性、すなわち引張特性(セクション 5)と破壊靭性特性(セクション 6)について説明します。第 7 章では疲労亀裂の成長挙動に焦点を当て、第 8 章ではノッチなし疲労に焦点を当てます。要約は第9節に記載されています。
2. 広く使用されているAM技術と合金
2.1. 方法
ISO/ASTM 52900規格では現在、AMプロセスをバインダージェッティング(またはバインダージェットプリンティング、BJP)、指向性エネルギー堆積(DED)、材料押し出し、材料ジェッティング、粉末床溶融結合(PBF)、積層、還元光重合の7つのカテゴリーに分類しています[20]。使用されるエネルギー(レーザーまたは電子ビームとアーク)、原料の状態(粉末、ワイヤまたはシート)、および材料供給方法(吹き付けまたは粉末または粉末ベッドの供給)によって異なります[20]。これらの材料はさらに分類され、疲労および破壊 AM 合金に関する入手可能な文献の量と質、およびその中の微細構造と特性の相関関係に基づいて、このレビューの焦点は 3 つの粉末ベースの技術、すなわち BJP、PBF、および DED に限定されています。 PBFおよびDEDプロセス(熱源がレーザーまたは電子ビーム)は直接的な製造ルートと考えられていますが、BJPは間接的な製造ルートと考えられています[2]。直接法で製造された部品は、一般的に一貫性と寸法精度の点で優れていると考えられており、そのため最近の研究努力と応用の可能性においてより普及しています[21]。
DED と比較すると、PBF は主にフルサイズの部品の製造に使用されるため、産業用途の点では、PBF は従来の製造に最も近い自然な代替手段です。最も一般的な金属 AM 方法は、レーザーベースの PBF または LB-PBF です。その人気の理由は、主に寸法精度が比較的高く、機械コストが低く、製造時間が短いことです。電子ビームベースのPBF(EB-PBF)は、通常10−4mbar以下の高真空中で実行され、チタンやアルミニウム合金など、酸素や窒素との親和性が高い材料を製造するための理想的な低汚染環境を提供します[6]。一般に、EB-PBF の構築時間は、エネルギー入力が高く、スキャン速度が速いため、LB-PBF よりも短くなります。部品は通常、加熱されたビルドプラットフォーム(600~750℃)上で構築され、その結果、構築時(AB)状態でより安定した微細構造が得られます[22]。 EB-PBF の主な欠点は、印刷された部品の表面品質が悪く、LB-PBF に比べてコストが高いことです。
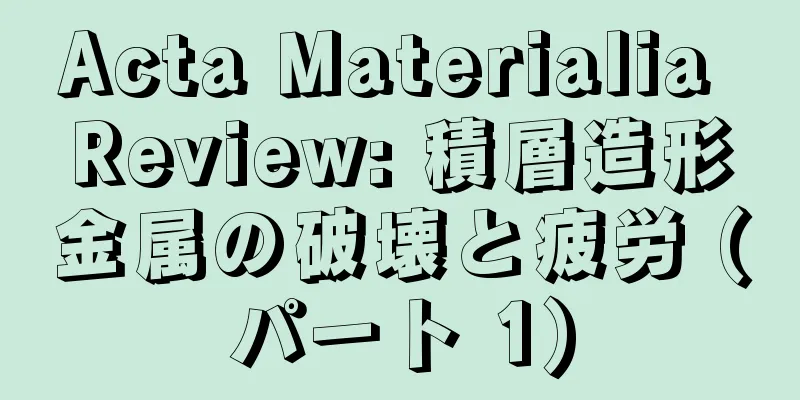
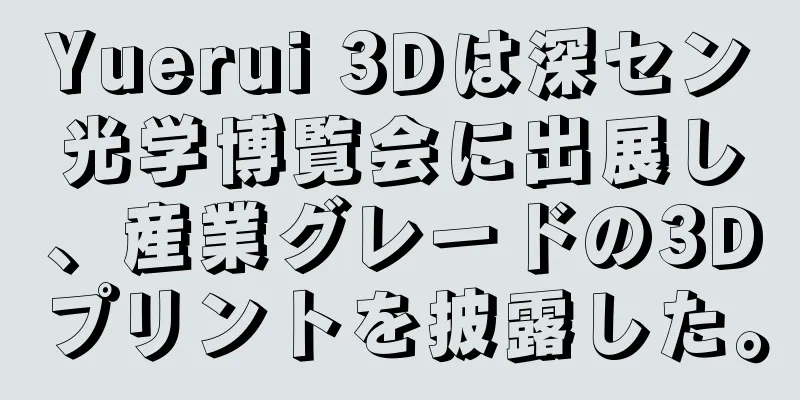
図1 (a) レーザー粉末床溶融結合法 (LB-PBP) (LB-PBP) 、(b) レーザー指向性エネルギー堆積法 (LB-DED) 、(c) バインダージェット印刷法 (BJP) を示す概略図
DEDでは、通常、加圧された粉末を熱源の焦点に噴射することで材料を堆積させます[6]。最も一般的には、DED は表面コーティングや、摩耗や損傷により材料が失われた部品の修復に使用されます。 DED技術では電子ビームやアーク熱源が使用されてきましたが、最近の開発ではレーザーベースのDEDまたはLB-DEDに焦点が当てられています[11]。
BJP などの間接的な方法では、比較的安価なプロセスを使用して「グリーン」部品を製造し、その後にいくつかの重要な後処理操作を実行して部品の密度を高め、機械的特性を改善します。 「グリーン」部品は他の AM プロセスよりも速く製造できますが、大規模な後処理が必要となり、製造時間の大部分を占めます。近年、BJP は最も人気のある間接金属 AM 技術へと発展しました。これは、ポリマーベースのバインダーを正確に噴霧して、グリーンパーツ用の結合粉末を形成することによって機能します。その後、結合媒体は紫外線照射または焼結プロセス中に除去されます。
以下では、一般的に使用されている 3 つの金属 AM 方法の基本原理を簡単に紹介します。 PBFプロセスは図1A [23]に示されており、粉末はホッパーまたは粉末ベッドの隣にあるリザーバーを介してベッド上に分配されます。各層は、通常は 1 行ずつ選択的に溶融され、隣接する行を重ね合わせて、目的の形状の層を形成します。連続層の製造では、ビルド プラットフォームを下げ、所定の厚さの新しい粉末層を粉末層の上に置いて、選択的溶融を繰り返します。このプロセスを繰り返して、3 次元部分を構築します。製造が完了したら、溶けていない粉末を除去して部品を AB 状態で露出させ、ビルド プラットフォームに融合します。理想的には、変形を避けるために、サポート構造を削除してビルド プラットフォームを削除する前に、部品の応力を緩和 (SR) する必要があります。通常、後処理は必要ありませんが、機械的特性の向上と寸法公差の調整を目的としたアニーリング (AN) などの熱処理や表面仕上げ工程が含まれます。
PBFプロセスにおける層の厚さは、材料の種類と固化に使用される熱源に応じて、-20~200μmの範囲になります[24,25]。典型的な10パーセンタイルおよび90パーセンタイル粉末粒子サイズは、それぞれ42~92μmおよび60~120μmの範囲です[26,27]。粉体層がスムーズに流れ、よく詰まるためには、粒子は可能な限り球形であり、狭い粒度分布を持つ必要がある[1]。 LB-PBFでは、粉末材料が選択的に溶融され、通常は波長約1070nm、出力範囲20~100WのNd:YAGレーザーが使用されます[28,29]。焦点面におけるレーザービームの典型的なスポットサイズは、使用される製造システムに応じて50~180μm [28–30]です[28,31]。レーザービームはガルバノメータースキャナーによって誘導され、堆積された粉末層上で 100 ~ 2000 mm/s のスキャン速度を実現します。
通常、個々の溶融トラックの順序は、蛇行/前後アプローチ[32]、ランダムパターン[28](個々の島が連続的に融合される)、またはストライプ[29](指定された幅の個々のストライプが順番に融合される)を含むスキャン戦略に従います。多孔性を低減する後者の 2 つの方法では、通常、島またはストライプ間の重なりが多少生じます。スキャン方向は各レイヤーごとに回転およびオフセットされます。場合によっては、ビルドプラットフォームが加熱され、例えば、これはアルミニウム合金の製造に推奨される加熱方法です[33–35]。その結果、凝固速度が低下し、より安定した溶融物が生成され、場合によっては密度が高くなります[33]。
EB-PBFでは、電子ビームは通常60kVで加速され、電磁レンズを使用して焦点を合わせ、磁気走査コイルによって誘導され、堆積した粉末層上で10~104mm/sの走査速度を実現します[36]。 LB-PBFと比較して、この方法ではビームの焦点をずらしてベッド表面を複数回スキャンすることでビルドプラットフォームを予熱します[37]。完全な溶融を確実にするために、LB-PBF と同様の事前定義されたスキャン戦略が使用され、スキャン速度は約 10 2 mm/s に低下しました。層の厚さの典型的な値は50〜150μm、スポットサイズは140〜250μmである[31]。
DED プロセスの概略図を図 1b に示します。部品は表面を溶かしながら粉末原料を同時に塗布することで製造されます。粉末は熱源に同軸に取り付けられたノズルから供給されます。結果として生じる溶融プールは通常、構築領域に不活性ガスを注入することによって酸化から保護されます。 Nd:YAG レーザーが一般的に使用されていますが、CO 2 、ダイオード、イッテルビウム添加ファイバーレーザーも報告されています。出力範囲は800~2400W[14]、スポットサイズは0.3~3mm[37,38]、走査速度は約900mm/分[14]である。 LB-DED プロセスの特別な利点は、インプレーン層の構築に制限されないため、PBF プロセスよりも設計の自由度が高くなることです。部品は通常は固定されており、堆積ヘッドは5軸システムやロボットアームなどによって各層ごとに再配置されます[39]。したがって、DED プロセスはサイズによって制限されないため、大型部品の製造によく使用されます。さらに、DEDプロセスは、合金を既存の部品に堆積させることにより、再マッチングアプリケーションにも使用できます[39]。 BJPアプローチも粉末床システムに依存していますが(図1c)、選択的なバインダーの堆積を使用してグリーンパーツを構築し、その後高温で焼結して最初にポリマーバインダーを燃焼させ、次に粉末粒子を焼結して最終的な密度と強度を実現します[5]。得られた微細構造には準安定相や残留応力がなく、従来の方法で生成された微細構造に匹敵します。このプロセスは安価(生産速度が速い)であると考えられていますが、主な欠点は比較的高い多孔性です[40,41]。
合金
AM には幅広い金属や合金が考慮されていますが、最も多く報告されているのはチタン合金、鋼、ニッケルベースの超合金、アルミニウム合金です。ハステロイX、CoCrX[42–44]などの合金や、FeCoCrNi[45]、FeCoCrNiC0.05[46,47]、FeCoCrNiAl0.5[48]、FeMnCoCrSi[49]、FeCoCrNiMn[50–52]などの高エントロピー合金もレーザーベースのプロセスを使用して製造されることが報告されていますが、微細構造と機械的特性(特に疲労と破壊)を関連付ける詳細な研究は限られているため、このレビューでは考慮されていません。
Ti合金の中でも、α-β合金であるTi-6Al-4V(Ti6Al4V)が最も広く開発されており、LB-PBF、EB-PBF、LB-DEDによる部品製造が実績を上げています。 Ti13Nb13Zr[53]やTi6Al2Sn4Zr2Mo[54]などの他のチタン合金はLB-PBF法を用いて製造され、Ti6.5Al3.5Mo1.5Zr0.3SiはLB-DED法を用いて製造されている。 Ti48Al2Cr2NbなどのTiAl基合金はLB-PBF[57]とEB-PBF[58,59]を使用して製造され、5Al4Nb1Mo0.1BはEB-PBF[60]を使用して製造されます。
これらの鋼の中で、一般的なオーステナイト系ステンレス鋼(SS、すべての名称はAISIに準拠)316L、304L、マルエージング鋼18Ni300、および析出硬化17-4PH鋼が広く注目を集めています。そのほとんどは、LB-PBF、EB-PBF、LB-DED、BJP を通じて製造に成功しています。さらに、H13工具鋼はLB-PBF[61–63]とLB-DED[64,65]を使用して製造されており、420 USはLB-PBF[66]とBJP[67]を使用して製造されており、P21(ASTM)はLB-DED[68]を使用して製造されています。高温用途で広く知られているニッケルベースの超合金(インコネル 625 および 718 を含む)について、LB-PBF、EB-PBF、および LB-DED を使用して印刷可能性を検査しました。さらに、インコネル100部品の製造にマイクロレーザー加工を利用することも研究されている[69]。
AM を使用して製造できるアルミニウム合金の種類は限られています。 LB-PBF、EB-PBF、LB-DED を使用して製造された合金には、時効硬化 AlSi10Mg や共晶 AlSi12 などがあります。報告されている他のグレードには、AA2139(EB-PBF[70]を使用して製造されたAlCuMg合金)とLB-PBFを使用して製造されたAlMg4.4Sc0.66MnZr[71]があります。
AM を使用して金属を加工する際の主な課題は、熱源と原料との相互作用の性質にあります。たとえば、アルミニウムは AM に一般的に使用されるレーザー波長に対して高い反射率を持ち、その結果、熱吸収が悪くなります。さらに、マグネシウムとリチウムを合金化したアルミニウムなど、蒸気圧が大きく異なる合金元素は、真空条件下で優先的に蒸発します。ほとんどの合金は、LB-PBF、EB-PBF、LB-DED 中によく見られる急速凝固条件下では割れが発生しやすくなります。一般的に言えば、溶接しやすい合金もこれらの方法を使用した AM に適しています。これに加えて、チタンベースや鉄ベースの合金などの合金の同素体特性、および特定の AM 技術に通常伴う大きな温度勾配と複雑な熱サイクルにより、AM プロセス、微細構造、および特性の関係が独特なものになります。これにより、製造される合金とその機械的特性は、使用されるプロセスに対して非常に敏感になります。したがって、部品の製造プロセスでは、信頼性を向上させるために、プロセスパラメータの組み合わせを慎重に選択し、正確に制御する必要があります。
粉末供給の品質は成形部品の全体的な品質を決定し、特に相対密度において重要な役割を果たします。 PBFプロセスでは、粉末の粒子サイズと分布、球形度、粗さ、微細構造[72]が流動性[73]に影響し、AMプロセスでの材料の堆積能力に影響します[74,75]。 Nandwanaら[72]は、粒子サイズ分布が広いほどEB-PBF Ti6Al4Vの多孔度レベルが低下すると報告した。逆に、粒子サイズが大きいほど多孔性が高くなります。溶けていない粉末を繰り返し使用すると酸素が吸収され、脆化や密度の低下を引き起こす可能性があります。 Tangら[76]は、EB-PBF Ti6Al4V中の残留粉末は徐々に球形性が低下し、明らかな変形と粗さが現れ、分布が狭くなり、それが欠陥の形成に影響を与えると報告した。
PBF プロセスとは異なり、DED 方法は原材料に対する影響がそれほど大きくありません。しかし、粉末粒子の表面の亀裂や傷により、最終的なAM部品に多孔性が生じる可能性がある[2]。 Nandwanaら[77]は、粉末の粒度分布と合金の化学組成がBJP部品の焼結速度に直接影響し、その結果、収縮と達成可能な緻密化に影響を与えると報告した。たとえば、10:1 の比率の二峰性粉末粒子サイズ分布により、グリーン部分とその後の焼結部分の両方で高密度を実現できると示唆しています。
3. AM合金の微細構造とメソ構造
AM では、特定のケースにおいて少量の溶融物が「直接」方式を使用して急速に凝固され、急速冷却技術で得られるものと同様の微細構造(固溶度が高められた微細相、準安定相、構成相)を持つ合金が生成されます。堆積層(後続の層の製造中)の加熱と冷却が繰り返されると、凝固合金は複雑な熱サイクルにさらされ、微細構造の発達(場合によっては、後で説明するように柱状粒子)と残留応力の点で重要な結果をもたらします。これらの技術のもう 1 つの固有の特徴である、ラインごとおよびレイヤーごとの構築により、ライン充填間隔、レイヤーの厚さ、およびスキャン戦略を反映するためによく使用されるメソスコピック構造が生成されます。ナノメートルからメートル(またはそれ以上)スケールまでの複数の長さスケールにまたがるこれらすべての微細構造特性の組み合わせにより、AM で製造されたアルミニウム合金の機械的特性は独特で、従来製造されたアルミニウム合金と比較して大幅に異なります。このセクションでは、まずいくつかの AM 合金クラスの共通の特性についてまとめ、次に各合金ファミリーの特定の特性について紹介します。
3.1. 共通の微細構造の特徴
3.1.1. 凝固セル構造
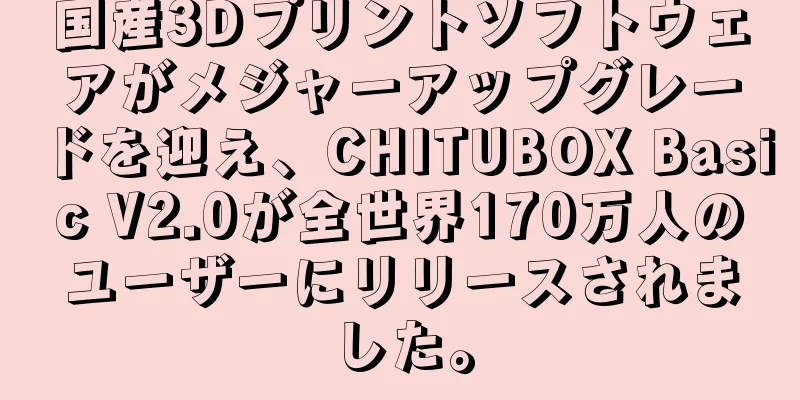
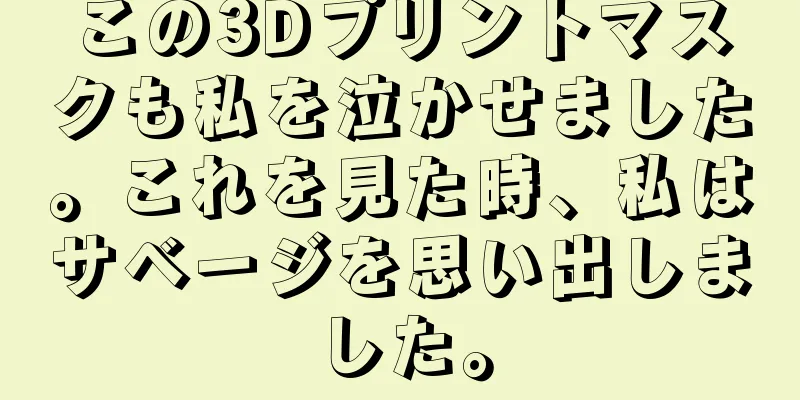
直接AM技術(LB-PBF、EB-PBF、LB-DED)を使用して製造された多くの合金の注目すべき特徴は凝固セル構造であり、その長さはLB-PBFおよびLB-DED合金では1~1μmの範囲であるのに対し、EB-PBFを使用して製造された合金では通常5μmを超えます[78–82]。図2はLB-PBFによって生成された316Lの細胞微細構造の代表的な画像を示しています[78]。これらの構造の形成は、凝固中の成分の過冷却の結果として生じます。固液界面の前の液体の温度が、溶質濃度が高いために液体の凝固温度よりも低い場合、界面は不安定になり、デンドライトの成長につながります[83]。デンドライトの形態は、温度勾配 (G) と凝固速度 (H) の比によって制御されます。 LB-PBFの場合、冷却速度が非常に速く(> 10 6 K / s)、凝固に利用できる時間が不十分で二次デンドライトアームが形成されず、細胞状の形態になります[84]。冷却速度が比較的遅いLB-DEDでは、二次的な駆動アームが観察された[79]。細胞構造の大きさはGとHに依存し、したがって使用されるプロセスパラメータに依存する[84]。
いくつかの合金で観察されるセル構造は、溶質の偏析と転位のセル構造に関連しています。例えば、図2[85]はLB-PBF316Lのセル壁へのCrとMoの偏析を示しています。この構造的特徴のメカニズム的な理由については、依然として議論が続いており、研究が続けられています。過去 10 年間にいくつかのメカニズムが提案されており、その一部は次のとおりです。(i) 方向性凝固中に単位格子境界に沿って溶質が偏析し、溶質の濃縮と応力の発生につながる。この応力は転位構造の形成を通じて緩和される[84,86]。 (ii)単位格子境界に沿った溶質の偏析は幾何学的に必要な転位下部構造を伴い、その結果、単位格子境界の正味のミスオリエンテーションが生じる[87]。 (iii)転位セル構造は熱収縮によって生じた残留応力の結果である。この構造は後に溶質の拡散を促進し、分離につながる[88]。セルの成長は、高融点溶質の排除を伴います。例えば、Al-Si合金中のSi [78,80,89]、316Lおよび304L中のCr-Mo [85]、Ni基超合金中のTi-Nb [90]などです。 Bertschら[79]は、溶質偏析は方向性凝固によるセル成長と関連しているが、高い残留応力により転位セルが独立して形成される可能性があると示唆した。 LB-DED 316L では転位セルはセル境界から独立していますが、LB-PBF 316L では転位セルは整列しています。この違いは、後者の単位格子サイズが比較的小さいことに起因し、単位格子境界に沿った転位の積み重ねがエネルギー的に有利になります。溶質の偏析と転位セルの起源を特定するには、さらなる研究が必要です。例えば、複雑な細胞構造の形成におけるマランゴニ表面不安定性の役割については、まだ詳細に調査されていない[78]。
図2 316Lのセル構造の高解像度透過型電子顕微鏡(STEM)の結果。EDS組成マップはセル境界でのMoとCr元素の分離を示しています(参考文献85より)。
図2-1 SLM(またはL-PBF)プロセスで製造された316Lステンレス鋼(SS)の典型的な微細構造と引張特性
メソスコピック構造
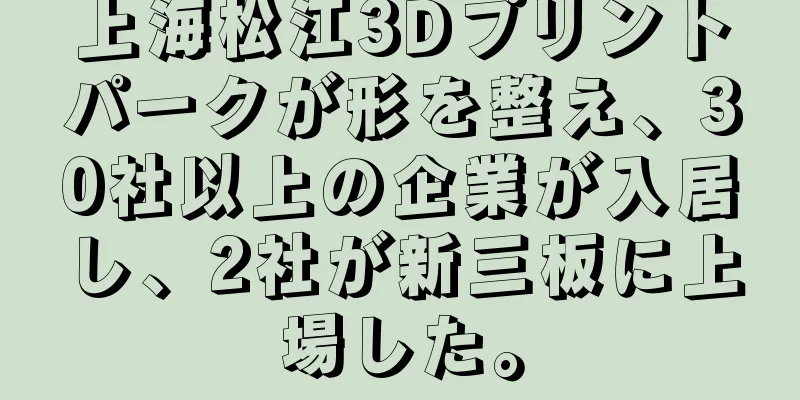
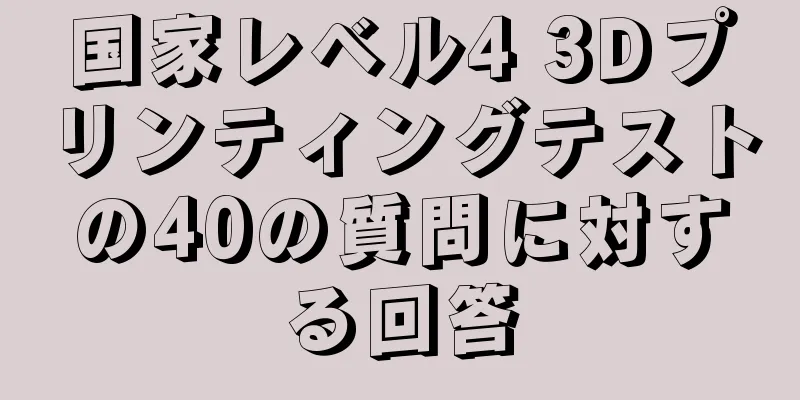
AM合金のメソ構造は、使用されるスキャン方法[91]だけでなく、テクスチャ[92]、粒界[93,94]、および欠陥形成[95,96]によっても現れます。図3aはLB-PBF AlSi12[80]のメソ構造を示している。上面図では凝固するレーザーの軌跡が見られ、側面図では重なり合う溶融プールの断面が示されています。溶融プールの境界はレーザービームのガウス分布に対応しており[96]、最も深い部分はビームの中心に位置します。図3b、c、dに示すように、溶融プール境界のシリコン格子はLB-PBF Ti6Al4Vの微細構造を示しており、連続する層間の走査回転はそれぞれ90°から67°に変化している[97]。 2 相合金の旧 β 粒 (PBG) 構造は上面図で確認できます。90° スキャン層は、各正方形の幅が使用されるスキャン ピッチに対応するチェッカーボードのような構造を形成し、67° スキャン回転はより球状で等軸の構造を形成します。側面図には、AM Ti6Al4V でよく見られるメソ構造としても見られる柱状の PBG 構造が示されています。このメソ構造は、後述するように、製造後の処理[3 97–100]を含む多くの場合、引張、破壊、疲労挙動の異方性に影響を与える可能性があります。
図3 SLM(またはLB-PBF)中に得られた微細構造:(a)シングルパス溶融で得られたAlSi12、(b)溶融池境界でのSi分離、(c)スキャンごとに90°回転して得られたTi6Al4V、(d)スキャンごとに67°回転して得られたTi6Al4V
図3-1 (a) 350W、650W、950Wのいくつかの条件下で得られた3D形状の微細構造。(b) 350Wの条件下での走査経路の終わり近くの結果。(c) 走査経路の中間の結果。(d) 650Wの条件下での未溶融Nbの高倍率写真((a)では黄色の四角で表されている)。(a)の点線は溶融池の境界を表すために使用されている。
シミュレーション結果のスナップショット: (a) 350W および (b) 950W サンプルの印刷中の単一の溶融プールの変化。xz 断面は (c) 350W および (d) 950W サンプルのパラメータに属し、yz 断面は (e) 350W および (f) 950W サンプルの同じ位置に属します。図 cf のスケールバーは 200 μm です。
図3-2 Al合金を印刷したときの微細構造
出典: 積層造形金属の破壊と疲労、Acta Materialia、第219巻、2021年10月15日、117240、https://doi.org/10.1016/j.actamat.2021.117240
参考文献: Wang, Y., Voisin, T., McKeown, J. et al. 付加的に製造された高強度および高延性階層ステンレス鋼。Nature Mater 17, 63–71 (2018). https://doi.org/10.1038/nmat5021
|
|
<<: チーフプロデューサーが、Netflix 映画「ピノキオの新冒険」で 3D プリントがどのように役立ったかを語る
>>: POOLPは3Dプリントを利用してプラスチック廃棄物に新たな価値を与える
推薦する
顕微鏡は科学研究と医療の両方において欠かせないツールですが、通常は高価なため、一般的に経済状況が良好...
2023年11月、アンタークティックベアは、ニューヨークのレンセラー工科大学の研究者が、実験室で培...
2019年8月9日、アンタークティックベアは海外メディアから、英国のエンジニアリング会社で金属3D...
この投稿は Little Soft Bear によって 2016-9-6 09:34 に最後に編集さ...
2024年11月、Antarctic Bearは、Formlabsが家庭用3Dプリンター向けに設計...
DMG MoriはドイツのDMGと日本の森精機製作所の合弁会社であり、CNC工作機械の絶対的な世界...
ネックレス、フィギュア、チェスの駒、ランニングシューズ、自動車部品、さらには医療用インプラントまで、...
この投稿は Bingdunxiong によって 2023-7-2 17:33 に最後に編集されました...
2024年10月26日、南極熊は、第15回中国コンピュータグラフィックス大会が安徽省黄山で成功裏に...
近年、3D プリンティングは医療バイオテクノロジーにおいて大きな進歩を遂げており、3D プリンティン...
出典:北京易荘「当社が事業を始めた当初、多くの人は私たちにはできないと考えていましたが、長年にわたり...
広州ラジオテレビニュース。 2024年7月4日午前、広州市の孫志陽市長は茘湾区を訪れ、付加製造産業の...
はじめに: 3D プリンターは、電気エネルギーを製造プロセスに変換する機械であり、製造時に大量の電気...
出典:科技日報はじめに:現在、3D プリントされたカスタマイズされた人工関節は、整形外科の臨床診療で...
この投稿は Bingdunxiong によって 2022-9-12 16:05 に最後に編集されまし...
|